GROUP ASSIGNMENT
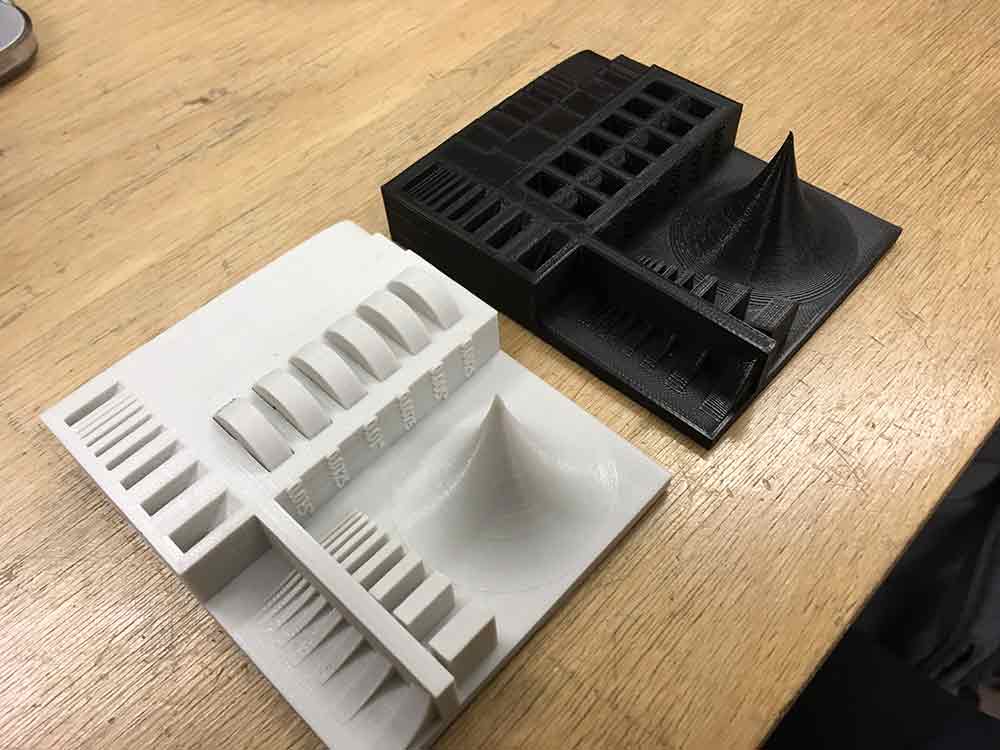
We chose to do the the 3D Printer Tolerance Test by user amandaghassaei. This test is designed with features that really push your printer. As a group, we decided to try this test on different printers and then compared them. I printed one on the Ditto Pro and Marc did a version with the Ultimaker 3i> and did some measurement tests. You can see his documentation HERE.
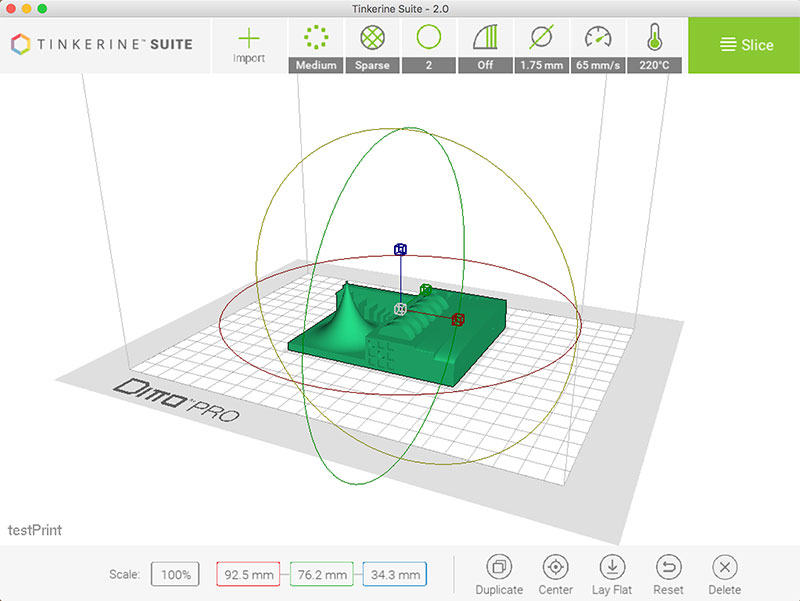
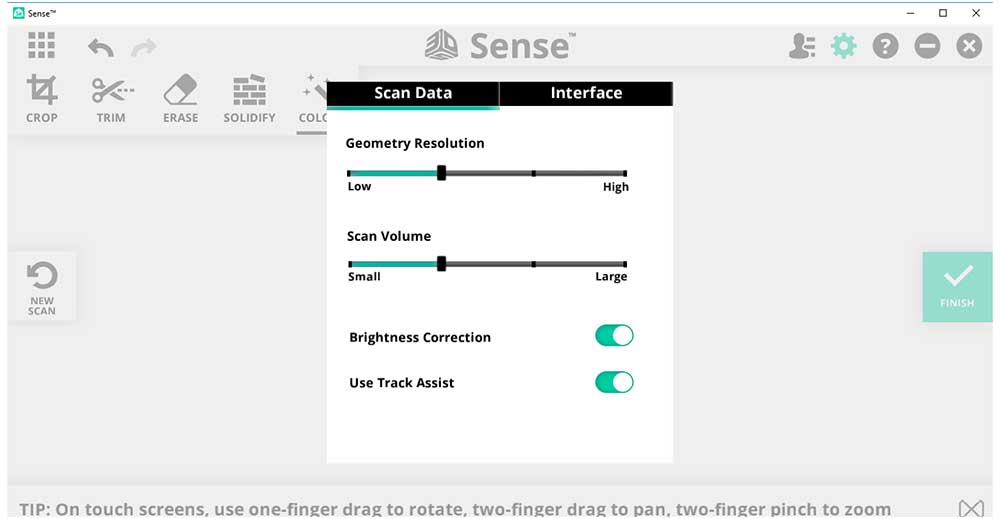
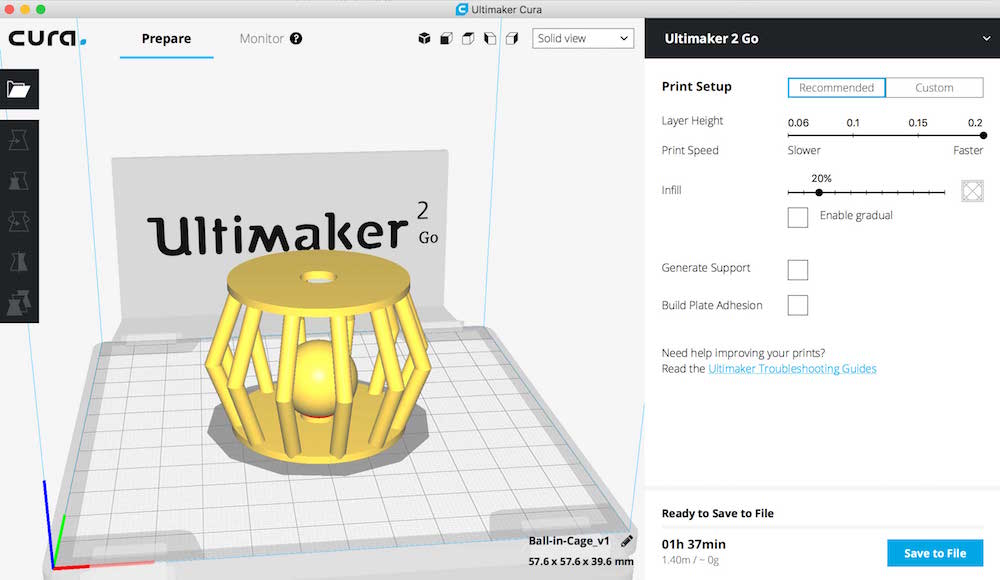
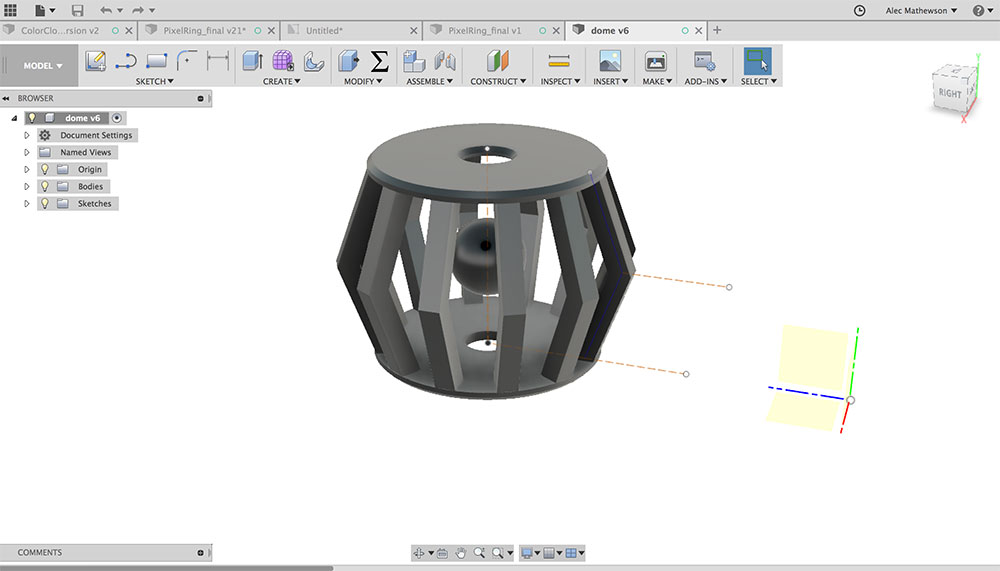
I loaded the .STL file into Tinkerine Suite slicer software and printed with the test with these settings:
---> Medium quality
---> Sparse infill
---> Wall thickness 2
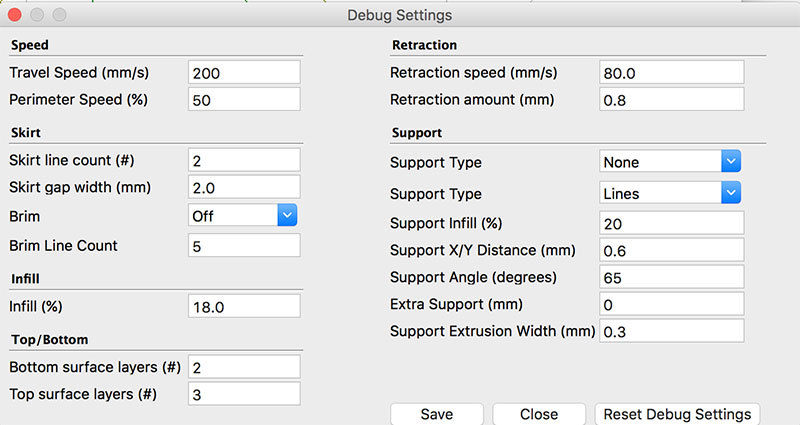
In the advanced settings you can see more detail as to what is happening in the presets.
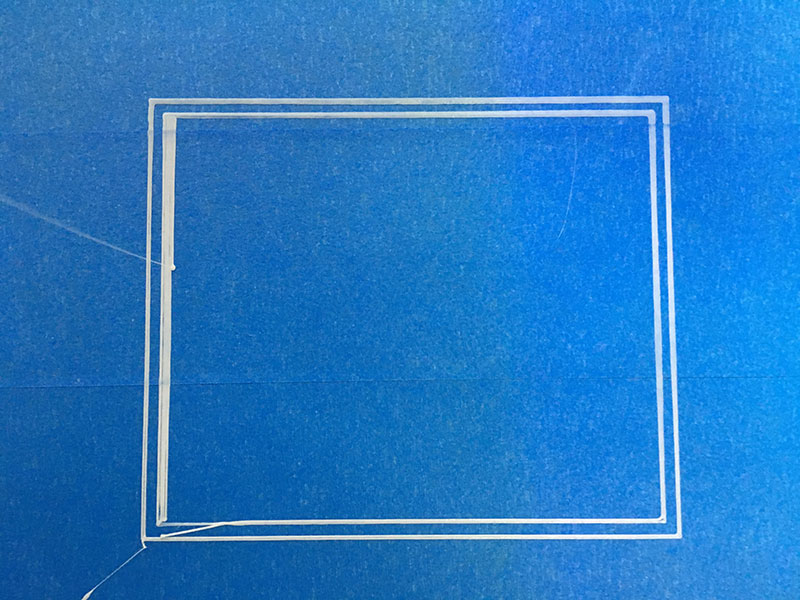
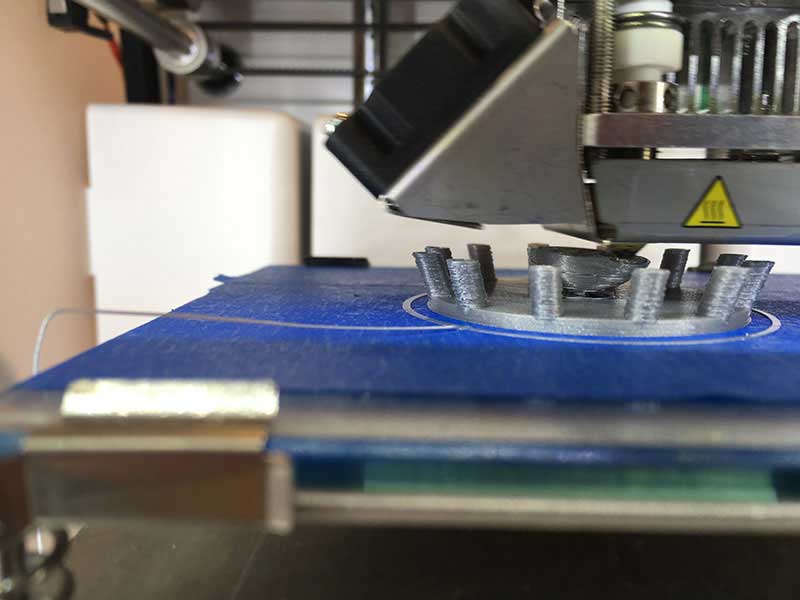
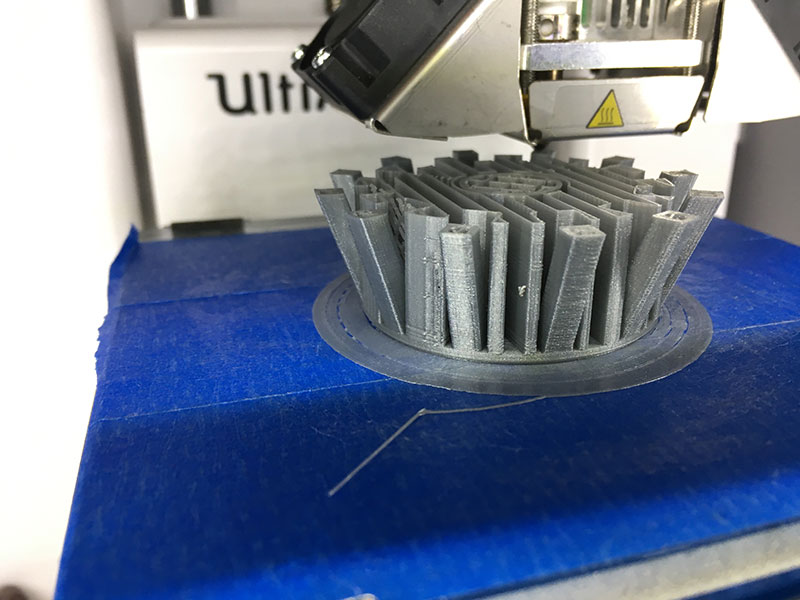
The printer was set to do 2 passes before starting to print the object. In this phase you can check the bed settings and filament flow. You can see from the following images that that the bed was not level. One corner, the filament sits on top and you can see spaces between the traces. The other side you can see that the filament is more translucent which means it's pressing to tightly against the bed.
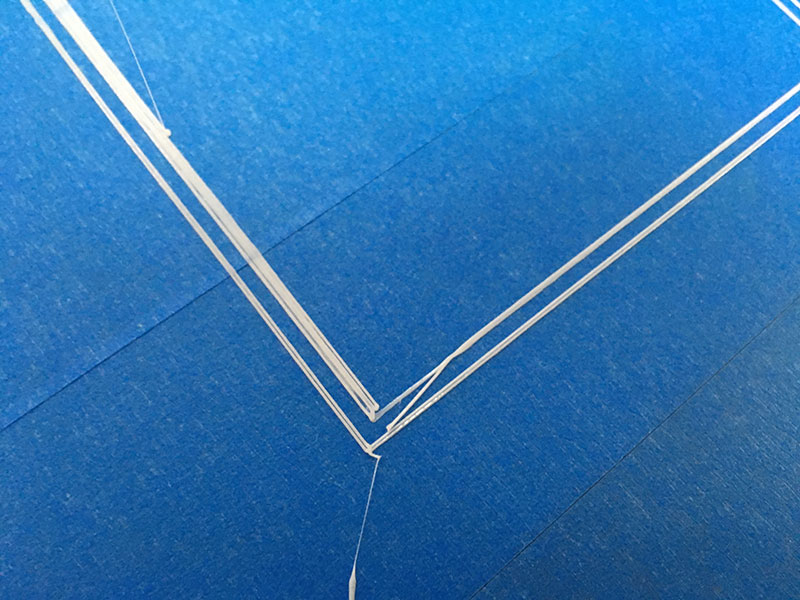
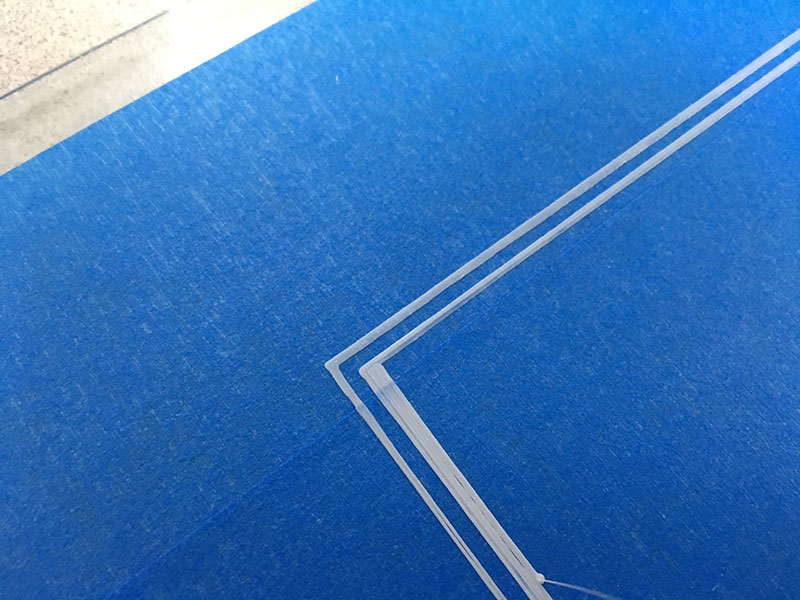
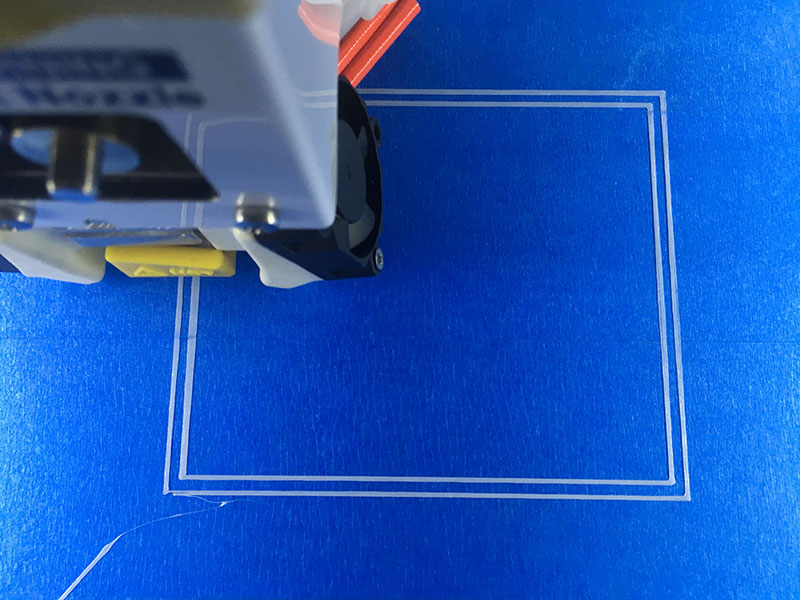
The next two images show the differences between an uncalibrated bed and a calibrated bed. you can see the first one is the unleveled bed, the second is leveled. I would say on further review, the second is not perfectly level either but I thought close enough.
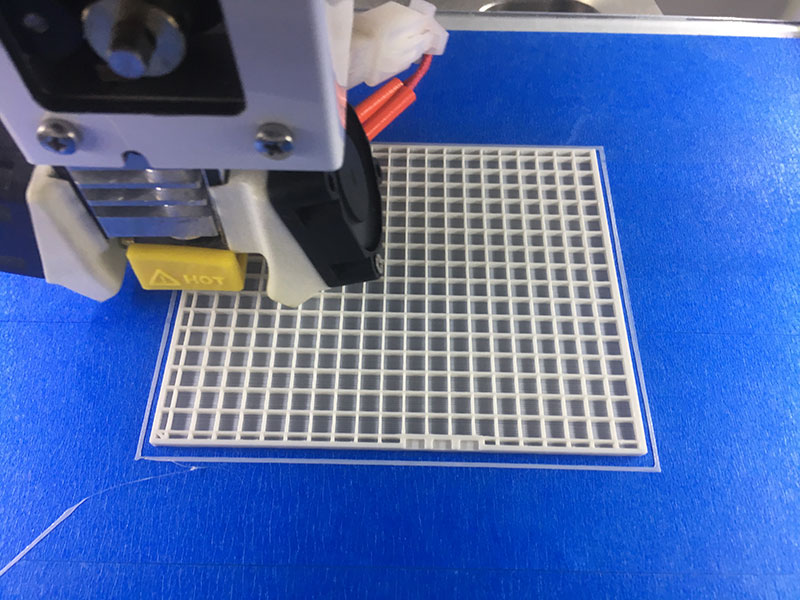
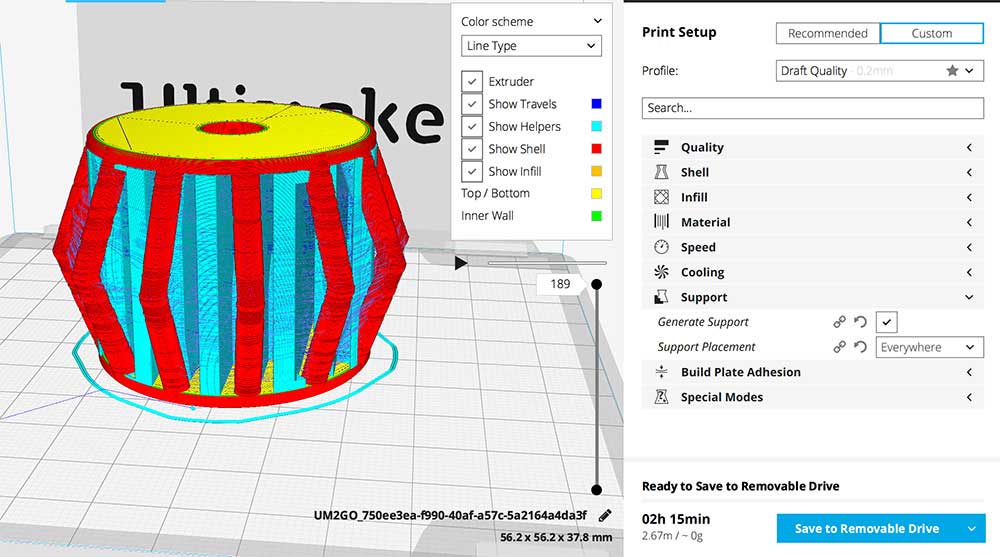
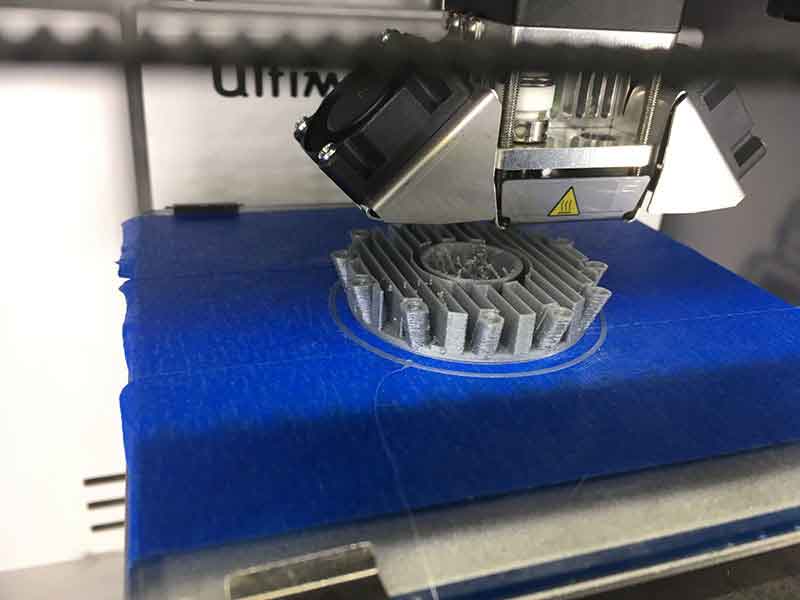
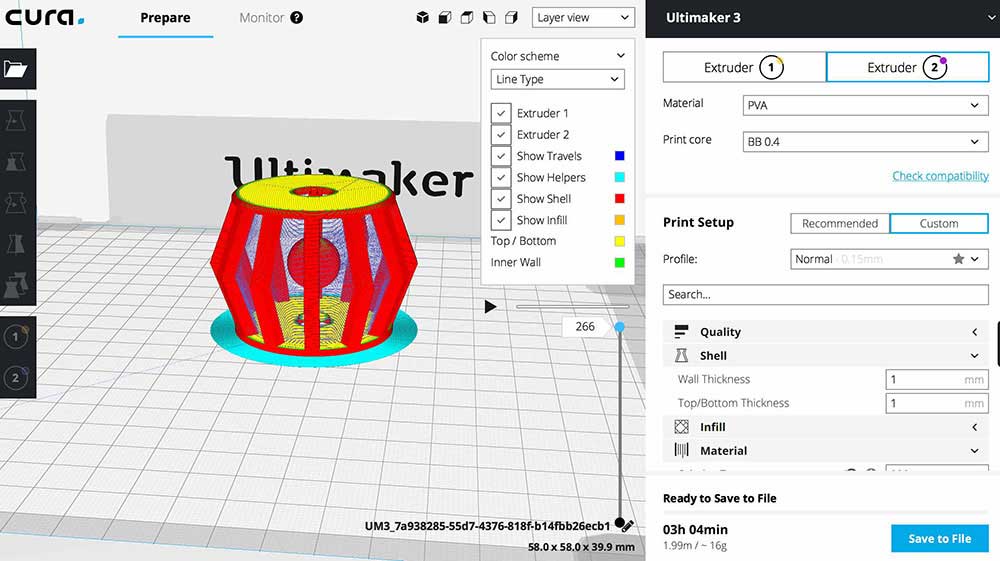
The next image demonstrates 18% infill. I need to spend a lot more time working with the custom settings. I really want to learn how to play with teh direction of the filament in relation to the shape. This was not possible with Tinkerine Suite slicer.
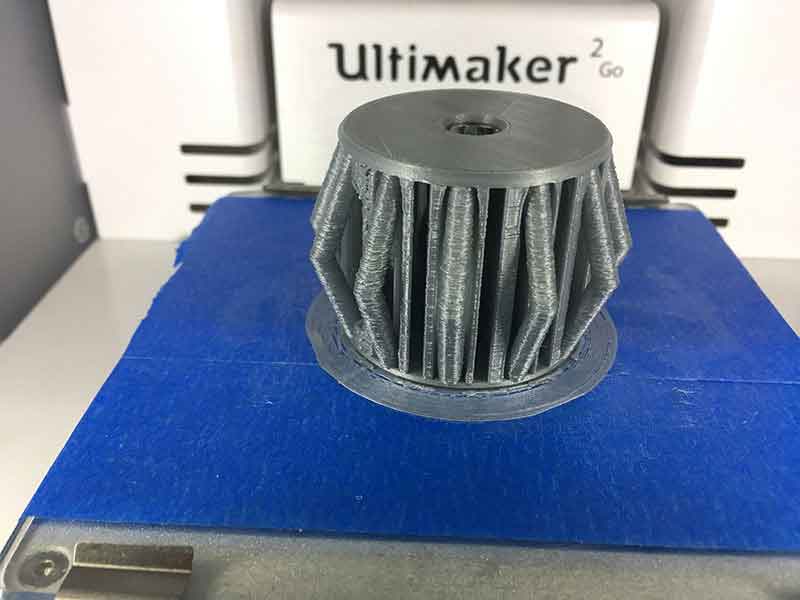
At first glance the final prints looked good but you can see some lifting on one of the corners. This may have been a result of the bed not being perfectly level, it could also be other adhesion issues like temperature.
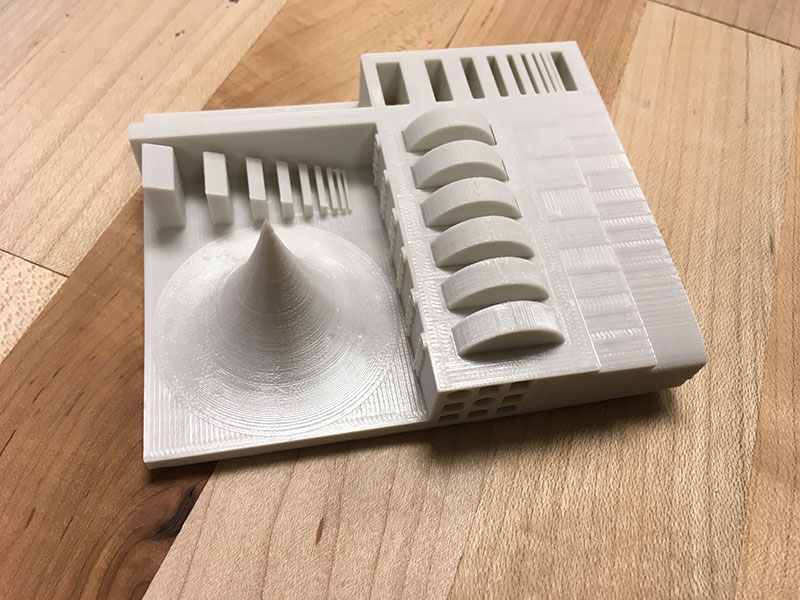
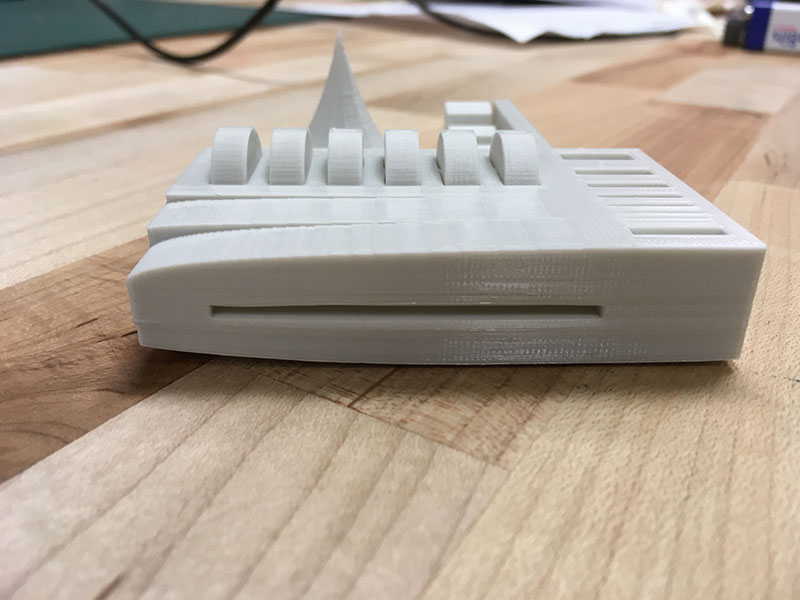
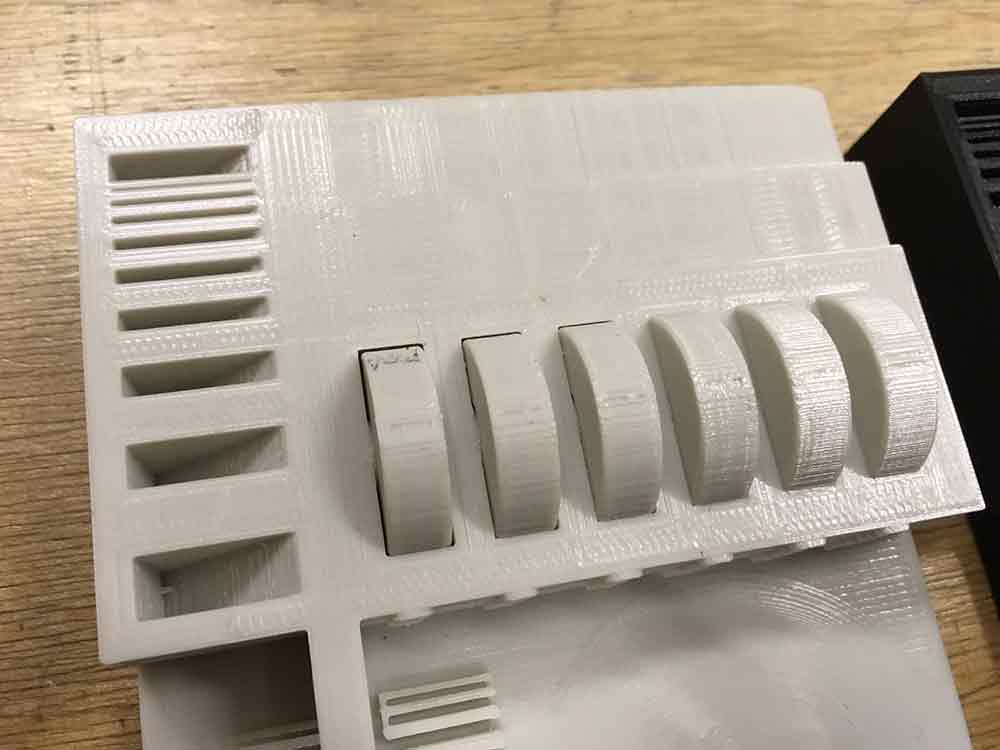
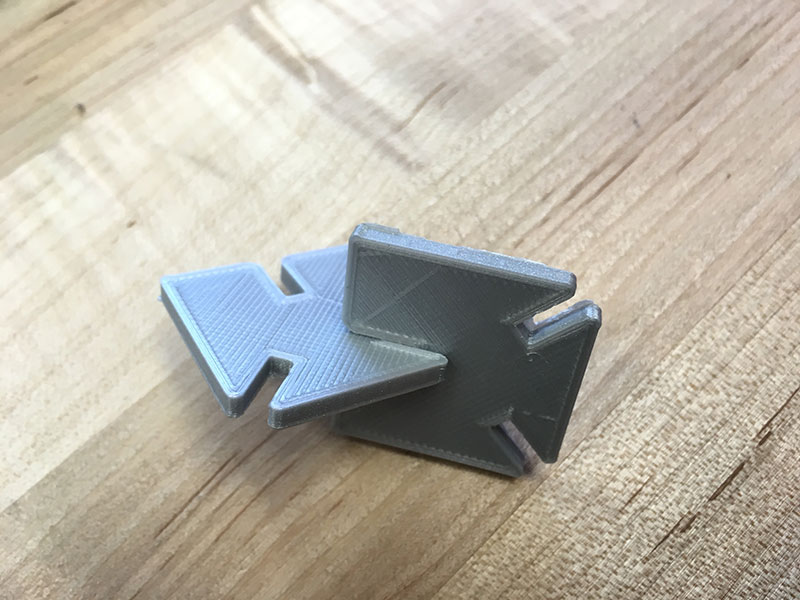
It was a bit unclear what specifically I needed to evaluate. I realized I did not spend enough time doing research on this test. I will go back when I have more time. There are two versions of the print. The one I did, the wheels are printed in the object. I think they are supposed to turn. In the Ditto print (white filament) the wheel on the far left looks like it can be broken free. There is a small gap around the object. It was impossible to move. Marc printed the version where the wheels are separate. The cone looked good. Very sharp. I need to compare this test with super fine settings.








 >
>